熔宽

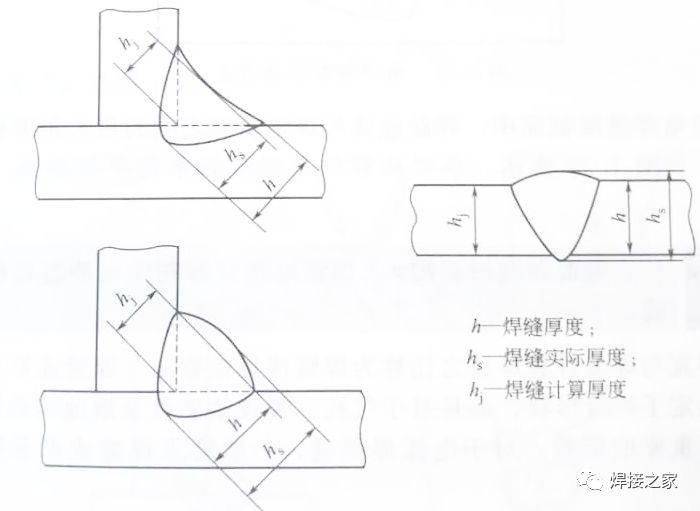
接头和焊缝名称 堆高 焊缝 热影响区 熔合区 母材 熔宽 熔深 a)焊接
图片尺寸1080x810
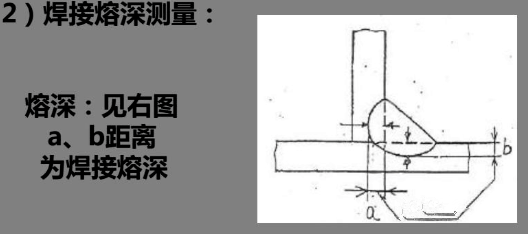
h-熔深 b-熔宽
图片尺寸450x295
43;ti粉对焊缝成形几乎没有影响;si粉使得焊缝熔深熔宽都明显减小
图片尺寸2114x894
不同焊接参数下的焊缝熔宽fig.
图片尺寸560x351
saf2507超级双相不锈钢cmt p熔滴过渡特性
图片尺寸1575x699
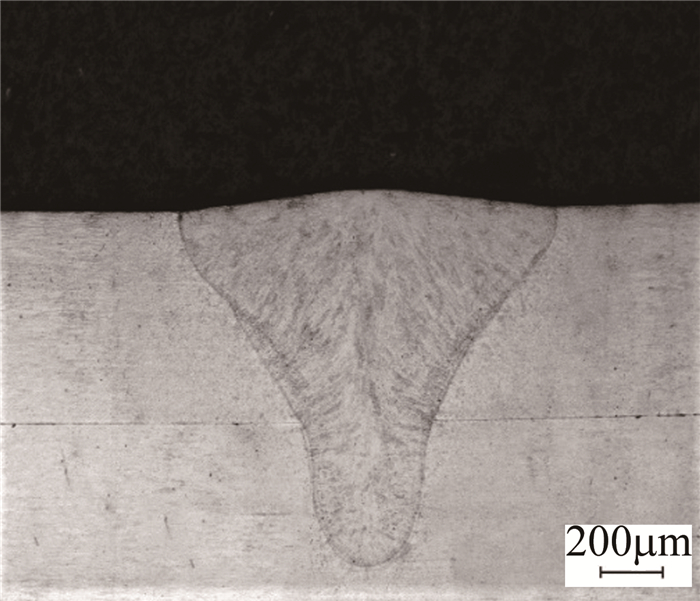
焊缝的熔深是这样检测的
图片尺寸528x234
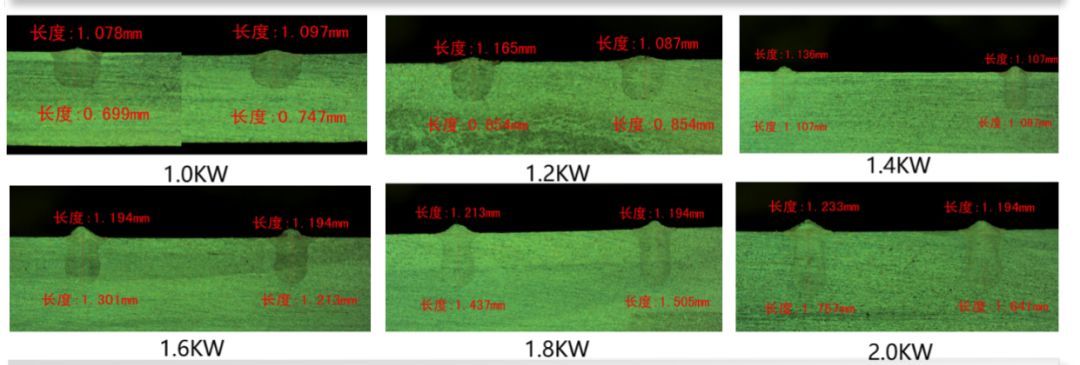
随着功率的增加,焊缝的深度在增加,同时,激光器功率增加也会造成熔宽
图片尺寸1080x365
焊缝的熔深是这样检测的
图片尺寸613x291
焊缝的熔深是这样检测的
图片尺寸892x768
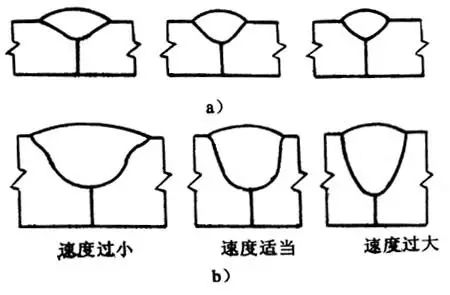
焊接速度对焊缝形成的影响 h-熔深 b-熔宽
图片尺寸455x520
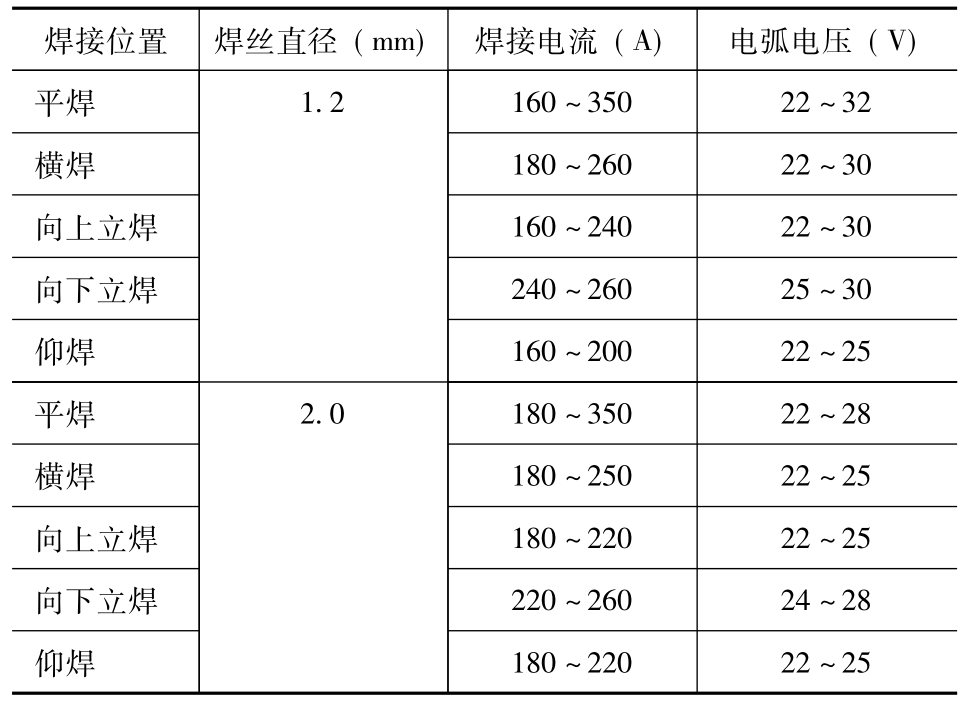
范围药芯焊丝气体保护焊中,焊接电流,电弧电压对焊缝几何形状(熔宽
图片尺寸966x702
不同工艺参数对s30408奥氏体不锈钢板焊缝成型和性能的影响
图片尺寸610x290
304不锈钢大功率光纤激光焊成形研究
图片尺寸494x405
地铁车顶用sus301l不锈钢激光焊接工艺参量优化
图片尺寸700x601
激光深熔焊接镀锌高强板工艺参数对熔深熔宽的试验研究
图片尺寸2280x3290
焊接_金属_余高
图片尺寸700x511
h-熔深 b-熔宽图4 焊接速度对焊缝形成的影响(3) 焊接速度 焊接速度对
图片尺寸460x305
提高焊接机器人结构件焊接效率
图片尺寸600x345
焊接熔深检测技术
图片尺寸534x555
焊接参数对实芯焊丝熔深的影响
图片尺寸572x376